Vliese - Bindungsarten
Thermische Verfestigung:
Die thermische Verfestigung gewinnt zunehmend an Bedeutung, da sich das Vlies auf einfache Weise verfestigen lässt und keine Bindemittel benötigt werden. Eine Voraussetzung für diesen Vliesbildungsprozess sind hitzesensible Komponenten. Das Bindemittel kann eine schmelzbare Faser, eine Kombination aus schmelzbarer und Matrix-Faser, eine Bikomponentenfaser mit zwei unterschiedlichen Schmelztemperaturen der Komponenten oder ein Pulver sein. Dabei kommen im Wesentlichen zwei Verfahren zum Einsatz:
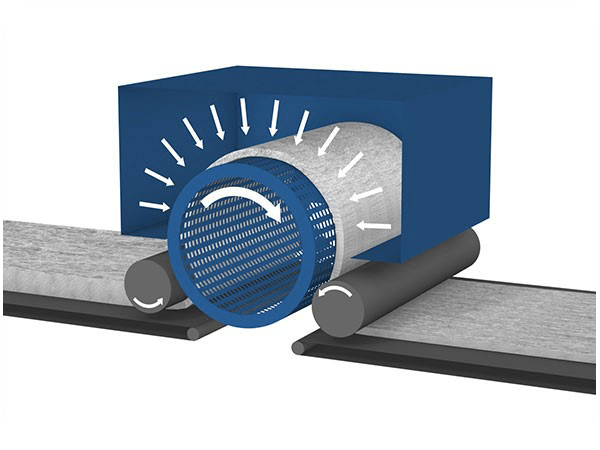
Airthru
Airthru
Dabei wird das Ausgangsmaterial ohne Druck in einem Trommeltrockner bzw. Bandtrockner mit Hilfe heißer Luft verfestigt. Das Ergebnis sind voluminösere Vliesstoffe.
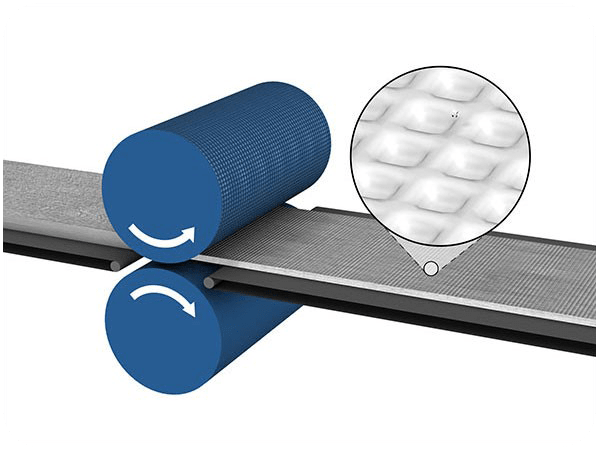
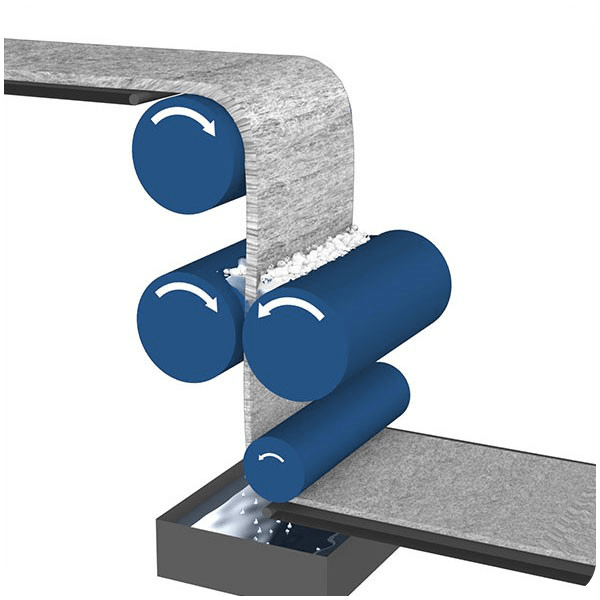
Kalandrierung
Kalandrierung
Zwei oder mehr Kalanderwalzen, zwischen denen sich das Vlies befindet, werden auf eine definierte Oberflächentemperatur aufgeheizt. Durch den Druck zwischen den Walzen (Liniendruck) entstehen dünne, gut verfestigte Vliesstoffe. Verschweissfläche und -geometrie beeinflussen die mechanische Festigkeit und die Weichheit des Vliesstoffes.
Mechanische Verfestigung:
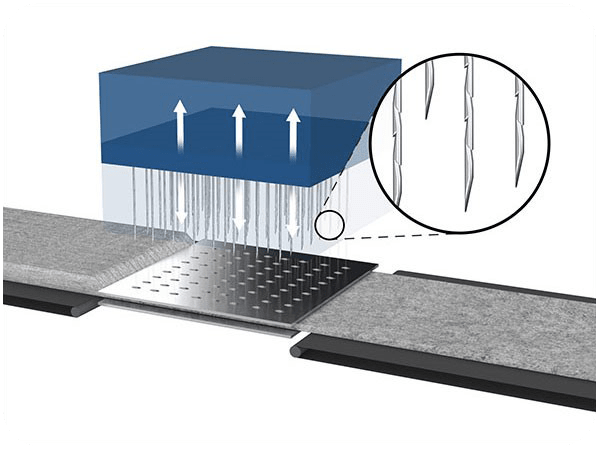
Vernadelung
Vernadelung
Beim Vernadelungsprozess werden mit Widerhaken versehene Nadeln vertikal durch das ungebundene Vlies gestochen. Die Fasern werden teilweise in die dritte Dimension umorientiert und miteinander verschlungen. Die Nadeln, die auf einem Nadelbrett fixiert sind, durchstoßen und verlassen das ungebundene Vlies, das zwischen zwei Lochplatten geführt wird. Die Geometrie der Nadeln, die Nadeldichte, die Geometrie der Nadelanordnung im Nadelbrett sowie Prozessparameter wie Durchstichtiefe und Stichanzahl pro m2 definieren die Produktqualität. Flächengewichte beim Vernadeln liegen üblicherweise über 50g/m2. Die Anlagengeschwindigkeit ist niedrig, da die Nadeln eine gewisse Zeit im Vlies bleiben.
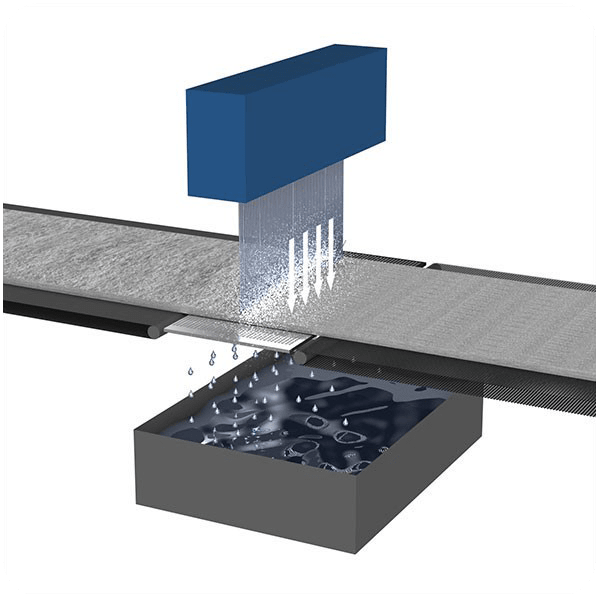
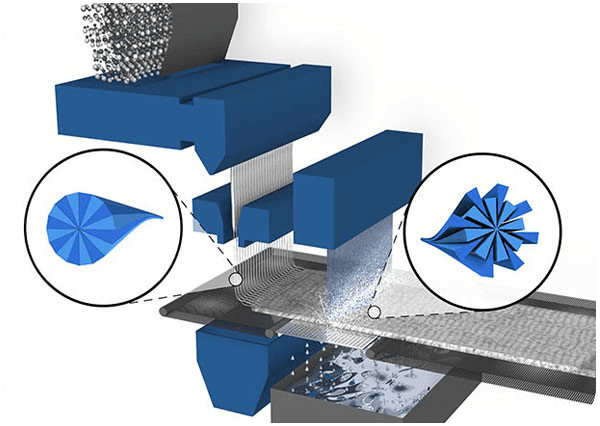
Wasserstrahlverfestigung
Wasserstrahlverfestigung
Bei diesem Verfahren werden Stapelfasern oder Filamente mit Hochdruckwasserstrahlen in alle drei Dimensionen umorientiert und miteinander verschlungen. Der Durchmesser der Löcher, aus denen die Wasserstrahlen kommen, beträgt in der Regel 0,1 mm, der Abstand zwischen zwei Löchern im Düsenstreifen 0,6 mm. Unter dem ungebundenen Vlies befindet sich eine Siebunterlage, durch die das Prozesswasser abläuft. Diese Siebunterlage erhöht zugleich die Effizienz der Verwirbelung/der Verfestigung, indem die Wasserstrahlen teilweise reflektiert werden. Das Prozesswasser wird gefiltert und rezykliert, der Restwassergehalt im Vlies wird abgesaugt und getrocknet. Der Energiebedarf des Verfestigungsprozesses ist hoch, ebenso die Investition in Hochdruckpumpen, Düsenbalken sowie Komponenten für Wasserfiltration und Trocknung. Das Ergebnis ist ein hoher Grad der Verfestigung. Die textilen Eigenschaften des Vliesstoffs, z. B. Weichheit, sind vergleichbar mit denen konventionell hergestellter Textilien (Gewebe). Die Flächengewichte liegen zwischen 20 und 200 g/m2. Je nach Flächengewicht können Anlagengeschwindigkeiten von bis zu 300 m/min erzielt werden.
Evolon
Evolon®
Ein innovatives Mikrofilament-Textil für eine Fülle von Anwendungen
Freudenberg Performance Materials entwickelte Evolon®, eine patentgeschützte Technologie zur Herstellung endloser Zweikomponenten-Filamente (BiCo-Filamente), die mit Standard-Titern im Spinnvliesprozess gesponnen werden. Die PIE-Filamente werden unter hohem Wasserdruck gesplittet und anschließend verwirbelt und verfestigt.
Das Ergebnis ist ein einzigartiges textiles Material mit einer Mikrofilament-Struktur, die gewebeähnliche Festigkeit und Weichheit aufweist und völlig neue Märkte sowie Anwendungen eröffnet. Evolon®-Textilien eignen sich z. B. für Reinigungs- und Sporthandtücher, technische Verpackungen für die Automobil- und Elektroindustrie oder als Allergikerbettwäsche.
Die neueste technologische Evolution – Evolon® New Generation - erweitert technische Möglichkeiten und eröffnet eine Vielzahl weiterer Anwendungen, auch bei Bettwaren und Verpackungen.
Chemische Verfestigung
Chemische Verfestigung:
Bei der chemischen Verfestigung werden Bindemittel auf das unverfestigte Vlies aufgetragen. Der Binder kann mit unterschiedlichen Technologien auf das Vlies aufgetragen werden: Durch Imprägnierung, durch Sprühung, durch Minimalauftrag über eine Übertragungswalze oder durch Binderdruck. Spezifische Qualitätsmerkmale wie hydrophil, hydrophob, flammfest und abriebfest erzielt man durch spezielle Binder bzw. Additive. Nach dem Aufbringen des Binders kommen verschiedene Trocknersysteme (Trommel-, Walzen- oder Bandtrockner) zum Einsatz, um das Wasser zu verdampfen und den Vliesstoff zu verfestigen. Bei einigen wenigen Anwendungen ist auch eine Lösungsmittelverfestigung erforderlich.
Sämtliche Inhalte, Bilder und Texte sind Urheberrechtlich geschützt.