Hartlöten und Weichlöten vs. Schweißen
Hartlöten oder schweißen?
Für viele sind beispielsweise das Gasschmelzschweißen und das Hartlöten schwer voreinander zu trennen, weil beide Verfahren mit einem Brenner ausgeführt werden und ein Zusatzwerkstoff in Form eines Drahts separat zugeführt wird. Wir zeigen Ihnen wo die Unterschiede liegen und welche Vorteile oder Nachteile diese Verfahren mit sich bringen.
In diesem Artikel werden wir folgende Themen behandeln:
▶ Was ist der Unterschied zwischen Hartlöten und Schweißen ?
▶ Hart- oder Weichlöten? Unterschiede, Vor- und Nachteile.
▶ Welche Verbindungsmaterialien werden beim Löten benutzt?
▶ Welche Verbindungstechniken werden beim Lötverfahren verwendet?
Was ist der Unterschied zwischen Hartlöten und Schweißen?
Die deutlichsten Unterschiede liegen in der Temperatur, mit der das Verfahren ausgeführt wird und in der Art der Verbindung.
- Hartlote haben Schmelztemperaturen von meist unter 1000 °C (Weichlote unter 450°C).
- Eine Sauerstoff-Acetylenflamme bei einer Gasschmelzschweißung erreicht eine Temperatur von knapp 3000 °C.
Ein noch wichtigeres Unterscheidungsmerkmal ist die Art der Verbindung.
- Bei, schweißen werden die Werkstücke so weit erhitzt, dass sie sich in dem Bereich verflüssigen. Wenn diese dann abkühlen, werden die stoffschlüssig miteinander verbunden.
- Beim Löten werden die Werkstücke nur leicht erhitzt, damit sich das verflüssigte Lot besser mit diesen verbinden kann. Eine Verbindung der Werkstoffe ist hier also nicht vorhanden, sondern nur eine Verbindung zwischen Werkstück und Lot. Das Löten ist durch die geringere Temperatur schonender zum Material
Der wichtigste Unterschied ist jedoch die Haltbarkeit der Verbindung! Grundsätzlich wird die Fügestelle umso fester, je höher die Temperatur beim Verbinden ist. Das bedeutet, dass eine Verbindung durch Schweißen fester ist als die durch Hartlöten. Das Werkstück wird aber durch die deutlich höhere Temperatur beim Schweißen stärker belastet.
Auch in der benötigten Ausrüstung gibt es Unterschiede.
- Viele Hartlötverbindungen können mit einer handlichen Propan-Lötlampe hergestellt werden.
- Dank der geringeren Temperatur ist die Verwendung einer Schutzbrille gegen Blendung beim Hartlöten nicht immer nötig, als Schutz gegen Dämpfe und Spritzer ist sie aber trotzdem sinnvoll.
Fazit: Die Schweißverbindung weist also die höhere Festigkeit auf, ist allerdings aufwendiger in der Herstellung und benötigt eine umfangreichere Schutzausrüstung. Lötverbindungen sind im Vergleich zu Schweißverbindungen aufwendiger in der Vorbearbeitung (die einzelnen Schritte werden später näher erklärt), das Löten ist durch die geringere Temperatur schonender zum Material, Lötstellen sind gut elektrisch leitfähig und sind meistens dicht gegen Gase und Flüssigkeiten. Es lassen sich auch unterschiedliche Metalle auf Stahl-, Kupfer- und Nickelbasis sowie Edelmetalle durch das Löten miteinander verbinden.
Hart- oder Weichlöten? Unterschiede, Vor- und Nachteile.
Flammlöten (Hartlöten)
Betrachtet man nur das "Hartlöten", bei dem Lote mit einer Schmelztemperatur oberhalb 450°C verwendet werden, dann gibt es mindestens zwölf verschiedene Hartlotverfahren nach der Art des Energieträgers. Die Autogenflamme ist nur eines davon. Daneben gibt es beispielsweise das Löten im Ofen in verschiedenen Varianten mit unterschiedlicher Beheizung, das Löten mit dem elektrischen Strom oder das Löten mit Strahlen - vom Lichtstrahl bis zum Elektronenstrahl. Flammlöten ist ein modernes Verfahren, das im Unterschied zum Ofenlöten mit geringem Geräteaufwand verbunden ist. Das Verfahren wird meist bei Werkstoffen eingesetzt, bei denen Schweißen nur schwer oder gar nicht umsetzbar ist.
Als Wärmequelle dient meistens eine Brenngas-Sauerstoff Flamme benutzt. Diese intensive und leistungsstarke Acetylen-Sauerstoff-Flamme bringt kurze Anwärmzeiten mit sich, die besonders bei Werkstoffen mit hoher Wärmeleitfähigkeit wie Kupfer und Kupferlegierungen vorteilhaft sind. Allerdings sind auch andere Brenngase wie Acetylen-Druckluft einsetzbar.
Edelstahl Hartlöten
Acetylen-Sauerstoff Flamme ist auch zum Edelstahl hartlöten gut geeignet. Dazu wird ein Silberhartlot und Flussmittel für Silberlote, oder alternativ ein Flussmittelummantelter Silberhartlot. Der eignet sich am besten für große Bauteile.
Arbeitstemperatur des Lotes sollte dabei am besten nicht höher als 650C° sein. Je höher der Silberanteil, desto niedriger ist die Arbeitstemperatur.
Wichtig ist den richtigen Spaltmaß zu haben. Der sollte zwischen 0,05 und 0,2mm sein. Ebenso sollte das Werkstück frei von jeglichen Rückständen sein und mit einem Reinigungsvlies gereinigt werden. Danach kann die zu verlötende Stelle mit Flussmittel bestrichen und das Werkstück erwärmt werden. Das Aufwärmen dauert dementsprechend länger als beim Weichlöten. Wenn sich kleine Kügelchen auf dem Bauteil bilden, ist das Material noch nicht heiß genug. Wenn die Richtige Temperatur erreicht wird, fließt das Lot von alleine.
Nach dem Loten sollten gleich die Flussmittelreste mit Zitronensäure entfernt werden, gegebenenfalls können die restlichen Verfärbungen mit Reinigungsvlies entfernt werden.
Weichlöten
Bei diesem Verfahren geht es darum, mit möglichst wenig Wärmeeinbringung (weniger als 450°C) langlebige und leistungsstarke Verbindungen herzustellen, die eine Reihe weiterer Vorteile mit sich bringen. Als Wärmequelle wird hier die Brenngas-Luft Flamme oder ein Lötkolben benutzt. Eine andere Methode ist das Lichtlöten. Es wird z.B. für die Herstellung von elektronischen Bauteilen eingesetzt. Es verwendet einen Reflektor, um das von einer großen Hochleistungslichtquelle erzeugte Licht zu bündeln, fokussiert das Licht auf den Schweißbereich und schmilzt das Lot mit der Energie des Lichts. Weichlöten wird in der Elektrotechnik, Elektronik, aber auch im Bereich sanitäre Instalationen, Heizungsbau, Werkzeugbau u.v.m. verwendet.
Welche Verbindungsmaterialien werden beim Löten benutzt?
1. Flussmittel
Zur Beseitigung der Oberflächenoxide ist ein geeignetes Flussmittel notwendig. Die Festigkeit der Lötverbindung hängt vor allem von der Ausbildung der Lötstelle, den Eigenschaften des Lotes und der gelöteten Grundwerkstoffe ab.
Die Flussmittel werden nach ihren Eigenschaften und ihrem Verwendungszweck eingeteilt. Die Flussmittel zum Hartlöten sind in DIN EN 1045, für Weichlöten in der EN ISO 9454 genormt.
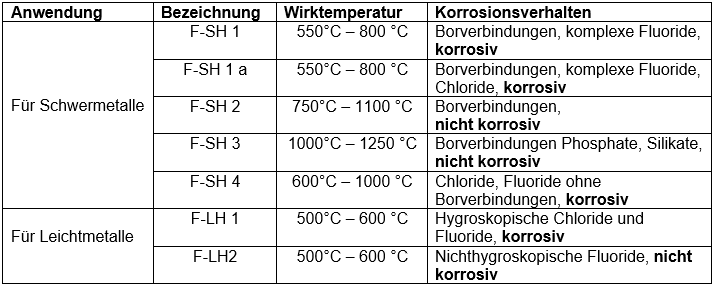
Das Typ-Kennzeichen für Flussmittel für Hartlöten besteht aus dem Buchstaben F (abgeleitet vom Begriff Flussmittel), dem zwei weitere Buchstaben folgen.
- Der erste kennzeichnet den zu lötenden Werkstoff: S (Schwermetall), L (Leichtmetall)
- Der zweite das Lötverfahren: H für Hartlöten, früher mit W für Weichlöten
Die verwendeten Flussmittel für Hartlöten unterscheiden sich nach ihrer Wirktemperatur und dem Korrosionsverhalten der Rückstände:
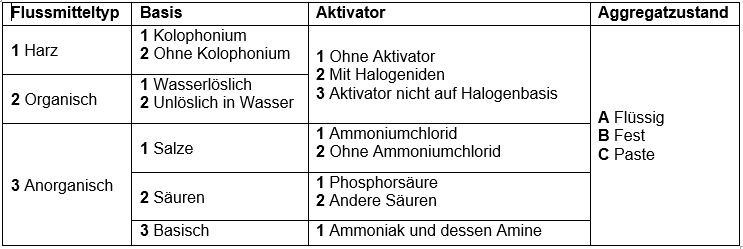
Flussmittel für Weichlötanwendungen sind in der Norm EN ISO 9454 spezifiziert. Vor Einführung von DIN EN 29454-1 im Jahr 1994 wurden (in Deutschland) Flussmittel nach der DIN-Norm DIN 8511 bezeichnet. Sie werden jetzt durch einen vierstelligen Code, welcher aus drei Ziffern, gefolgt von einem optionalen Buchstaben gekennzeichnet:
Ebenso zu beachten ist, dass Flussmittel nur in dem vorgegebenen Temperaturbereich wirksam werden. Die Bereichsgrenzen nennt man untere und obere Wirktemperatur. Die untere Wirktemperatur muss mindestens 50°C unter der Arbeitstemperatur liegen.
Als Arbeitstemperatur wird die Temperatur bezeichnet, bei der das Lot vollständig flüssig wird und sich gut ausbreitet. Bei Arbeitstemperaturen bis 450°C spricht man von Weichlöten, bei einer Löttemperatur über 450°C von Hartlöten.
Das Flussmittel muss vor Lötbeginn auf der gesamten Lötfläche gleichmäßig aufgetragen werden. Beim Flammlöten von Hand wird das Flussmittel in der Regel mit einem Pinsel aufgetragen. Flussmittel werden pulverförmig, flüssig oder als Paste hergestellt.
Um eine sichere Lötverbindung zu garantieren, muss sichergestellt werden, dass die Bauteile während des Lötvorganges nicht verrutschen können. Wenn das Flussmittel zu schmelzen beginnt, besteht die Gefahr, dass die zu lötenden Werkstücke wandern. Das muss bereits bei der Planung der Lötverbindung berücksichtigt werden, indem eine mechanische Fixierung der Konstruktion während des Lötvorganges angebracht wird.
Eine breite Auswahl von Flussmitteln finden Sie in unserem Schweißtechnik-Shop
2. Lot
Das verwendete Lot muss auf die jeweilige Lötaufgabe abgestimmt sein.
- Für löten von Schwermetallen werden Kupferbasislote und silberhaltige Lote nach DIN EN 1044 verwendet.
- Für Aluminium werden Lote nach DIN EN 1044 mit Arbeitstemperaturen unter 600°C verwendet.
- Für löten von verzinkten Rohren werden kostengünstige hochschmelzende Kupferbasislote verwendet.
- Zum Löten von Kupfer an Kupfer gibt es Lote, die ohne Flussmittel gelötet werden können. Bei Verbindungen von Kupfer an Messing oder Rotguss muss ein Flussmittel eingesetzt werden.
2.1. Hartlote
Hartlote sind Legierungen auf hochsilberhaltiger, auf Neusilber- oder Messing-Basis, die gewöhnlich in Stab-, Stangen-, Draht-, Folien- und teilweise Pastenform erhältlich sind.
Hartlote eignen sich auch für mechanisch und thermisch stärker beanspruchte metallische Verbindungen. Kupferhaltige Werkstofflegierungen wie Bronze, Messing, Tombak, Neusilber sowie Silber und Gold sind sehr gut hart- (und weich) lötbar. Edelstähle mit Chrom, Wolfram oder/und Molybdän sind allerdings häufig nur schwierig oder gar nicht lötbar. Hartlotverbindungen weisen teilweise höhere Festigkeiten als der Grundwerkstoff auf. Als Wärmequellen werden u. a. Gasbrenner oder Industrie-Laser benutzt.
Anwendungsbereiche:
- Bei Öl- und Gasleitungen mit Kupferrohrfittings
- Heizungsinstallationen ab einem Rohrdurchmesser von 35 mm
- Trinkwasserinstallationen ab einem Rohrdurchmesser von 35 mm
- Instalationen von Sonnenkollektoren, da Temperaturen von über 200 °C möglich
Silberlote
Silberlote sind Legierungen aus Silber, Kupfer, Cadmium und Zink, mit geringen Anteilen von Mangan und Nickel. Mit steigendem Silbergehalt steigt auch die Verarbeitungstemperatur. Silberlote fließen leichter als Messinglote und werden zur Verbindung von Kupferrohrfittings verwendet. Dabei unterscheidet man:
• Silberlot ohne Cadmiumzusatz
- L-Ag34Sn (34 % Ag, 36 % Cu, 27,5 % Zn, 2,5 % Sn)
- L-Ag40Sn (40 % Ag, 30 % Cu, 28 % Zn, 2 % Sn)
- L-Ag45Sn (45 % Ag, 27 % Cu, 25,5 % Zn, 2,5 % Sn)
- L-Ag55Sn (55 % Ag, 21 % Cu, 22 % Zn, 2 % Sn)
• Silberlot mit Cadmiumzusatz (nicht für Trinkwasserinstallationen)
- L-Ag40Cd (40 % Ag, 19 % Cu, 21 % Zn, 20 % Cd)
- L-Ag30Cd (30 % Ag, 28 % Cu, 21 % Zn, 21 % Cd)
Messinglote
Messinglote sind Legierungen aus Kupfer und Zink mit geringen Zusätzen von Silber, Silicium, Zinn und Mangan. Die Verarbeitungstemperatur liegt bei 800 bis 1000 °C. Mit steigendem Kupfergehalt erhöhen sich der Schmelzpunkt und die Festigkeit.
- L-CuZn39Sn (56 - 62 % Cu, 1,5 % Sn, 1 % Mn, 0,2 % Si, Zn = rest)
- L-CuZn40 (58,5 - 61,5 % Cu, 0,15 - 0,4 % Si, 0,05 - 0,025 % Mn, 0,2 % Sn, Zn = rest)
Phosphorlote
Phosphorlote sind Legierungen aus Phosphor und Kupfer (und ggf. mit Silber).
Kupfer/Phosphorlot
- L-Ag2P (91,5 % Cu, 6,5 % P, 2 % Ag)
- L-Ag5P (89 % Cu, 6 % P, 5 % Ag)
- L-Ag15P (80 % Cu, 5 % P, 15 % Ag)
- L-CuP6 (94 % Cu, 6 % P)
Hartlote für Aluminium
- L-AlSi12
- L-ZnAl30
2.2. Weichlote
Weichlotverbindungen weisen gegenüber Hartlotverbindungen geringere Festigkeiten auf. Sie finden vor allem in der Elektrotechnik und Elektronik, in der Hausinstallation und durch die Bleiglas-Technik in der Kunst Anwendung. Zum handwerklichen Weichlöten werden heute elektrisch beheizbare und in ihrer Löttemperatur von etwa 60 °C bis 420 °C digital oder analog einstellbare und geregelte Lötkolben mit austauschbaren Lötspitzen von etwa 5 bis 250 Watt Nennleistung verwendet.
Die am häufigsten verwendeten Weichlote sind die Zinnlote - Legierungen aus Zinn und Blei mit geringen Anteilen an Eisen, Antimon, Kupfer und Nickel. Der Schmelzpunkt der Zinnlote liegt unter 330 °C. Verwendet werden die für Verbindungen von Kupferrohren, Bleikabeln und –muffen, verzinkten Dachrinnen, Feinlöten von Blechen oder verlöten von Konservendosen.
Antimonhaltige Weichlote
- L-PbSn12Sb (12 % Zinn, 0,2–0,7 % Antimon, Rest Blei) - für Kühlerbau
- L-PbSn30Sb (30 % Zinn, 0,5–1,8 % Antimon, Rest Blei) - Schmierlot, Bleilot
- L-PbSn40Sb (40 % Zinn, 0,5–2,4 % Antimon, Rest Blei) - für Kühlerbau
Antimonarme Weichlote
- L-PbSn8(Sb) (8 % Zinn, 0,12–0,5 % Antimon, Rest Blei) - für Kühlerbau, Thermostate
- L-PbSn30(Sb) (30 % Zinn, 0,12–0,5 % Antimon, Rest Blei) - für Feinblechpackungen
- L-PbSn40(Sb) (40 % Zinn, 0,12–0,5 % Antimon, Rest Blei) - für Verzinnung, Feinblechpackungen, Klempnerarbeiten
- L-PbSn60(Sb) (60 % Zinn, 0,12–0,5 % Antimon, Rest Blei) - für Verzinnung, Feinblechpackungen, Elektroindustrie, verzinkte Feinbleche
Für Kupferrohrfittings
- L-Sn50Pb (Blei-Zinn-Lot)
- L-SnAg5 (Zinn-Silber-Lot)
- L-SnCu3 (Zinn-Kupfer-Lot)
Für Aluminium
- L-SnZn10 (85–92 % Zinn, Rest Zink)
- L-SnZn40 (55–70 % Zinn, Rest Zink)
- L-CdZn20 (75–83 % Cadmium, Rest Zink)
- L-ZnAl15 (84–86 % Zink, Rest Aluminium)
Den für Sie geeigneten Lot finden Sie in unserem Schweißtechnik-Shop
Welche Verbindungstechniken werden beim Lötverfahren verwendet?
Spaltlöten und Fugenlöten
- Spaltlöten ist Fügen von Teilen, wobei der zwischen den Teilen befindlicher enger Spalt durch kapillaren Fülldruck mit Lot gefüllt wird. Spaltbreiten 0,05 bis 0,2 mm, in Sonderfällen bis 0,5 mm.
- Fugenlöten ist Fügen von Teilen, wobei ein zwischen den Teilen befindlicher breiter Spalt (Fuge) vorwiegend mit Hilfe der Schwerkraft gefüllt wird. Mit diesem Verfahren können Fugen mit eine Breite ab 0,5 mm gelötet werden.
Beim Spaltlöten spricht man auch davon, dass das Lot im Lötspalt "verschießt" und dabei die Schwerkraft überwindet. Wenn sich flüssige Hartlote auf geeigneten Grundwerkstoffen ausbreiten (Haftspannung), und ein Lot gleichzeitig zwei benachbarte Oberflächen benetzt, so erzeugt die Haftspannung einen kapillaren Fülldruck -> das Lot "verschießt" und steigt in engen Kapillaren oder Spalten - auch entgegen der Schwerkraft - nach oben.
In der industriellen Fertigung wird das Spaltlöten mit der Flamme auch vollmechanisiert an Lötautomaten und Lötstraßen eingesetzt, während das Fugenlöten vorwiegend in der manuelle Arbeitsweise und in dem handwerklichen Bereich verwendet wird.
Als Handwerkszeug können oft die gleichen Schweißwerkzeuge wie für das Gasschweißen benutzt werden. Oft kann der normale "Schweißeinsatz" verwendet werden. Bei anspruchsvolleren Spaltlöt-Aufgaben wird man spezielle "Löt- und Anwärmeinsätze" verwenden.
Der Ablauf bei Flammlöten
Die Flamme wird meist neutral eingestellt. Es wird zunächst der Grundwerkstoff an der Lötstelle auf Arbeitstemperatur aufgewärmt, dann das Lot zugeführt. Die Flamme soll nicht direkt auf die mit Flussmittel versehene Lötstelle gerichtet sein, sonst könnte der Flussmittel geschädigt werden.
Die Arbeitsschritte beim Löten sehen wie folgt aus:
Werkstücke im Lötbereich reinigen,
Werkstücke mit dem vorgeschriebenen Lötspalt fixieren,
Lötstelle mit Flussmittel versehen, damit die Oxide gelöst werden können und ihre Neubildung verhindert wird,
Lötstelle auf Arbeitstemperatur erwärmen,
Lot der Lötstelle zuführen und abschmelzen lassen, bis der Lötspalt gefüllt ist.
Entfernen der Flussmittelrückstände. Flussmittelrückstände auf Schwermetallen werden durch Abspülen in heißem oder kaltem Wasser, durch Beizen oder mechanisch durch Bürsten oder Strahlen entfernt. Bei Leichtmetallen sind die Flussmittelrückstände durch gründliches Spülen in heißem Wasser zu entfernen
Beim Spaltlöten wird das flüssige Lot durch Kapillarkräfte regelrecht in den Spalt "gesaugt", sobald das Werkstück die Arbeitstemperatur erreicht hat. Deshalb ist es erforderlich, eine größere Fläche des Werkstückes entlang dem Lötspalt möglichst gleichmäßig auf Arbeitstemperatur zu erwärmen, damit das Lot den Spalt füllen kann. Eine Überhitzung an der Ansetzstelle des Lotes muss vermieden werden - deshalb sind beim Spaltlöten spezielle Löteinsätze (mit Mehrlochdüsen) oder Sonderbrenner vorteilhaft, welche die Wärme gleichmäßig auf einen breiteren Bereich verteilen. Der besseren Wärmeverteilung und der Vermeidung örtlicher Überhitzung dient auch das lebhafte Bewegen der Flamme über der Lötstelle.
Ganz anders das Fugenlöten: es ist in seiner Arbeitsweise dem Gasschweißen ähnlich. Die Lötfugen werden Schritt für Schritt mit Teilmengen des Lotes gefüllt. Dabei strebt man eine steile Temperaturverteilung im Werkstück an: Die heiße Flamme wird ruhig gehalten oder nur wenig bewegt.
Benötigte Ausrüstung für das Flammlöten:
Brenngas: Acetylen, Luft, Propan, Sauerstoff mit Druckminderer
Schläuche (z.B. Acetylen / Sauerstoff)
Lötvorrichtungen - Brenner
Alles was Sie für Weich- oder Hartlöten benötigen finden Sie in unserem Schweißtechnik-Shop