Aluminium schweißen
Wie gelingt das schweißen von Aluminium?
Schweißen von Aluminium kann auf den ersten Blick kompliziert aussehen, wenn Sie aber die hier beschriebenen Regeln und Empfehlungen folgen, werden Sie schnell zu einem echten Spezialisten im Aluminiumschweißen.
Der größte Vorteil von Aluminiumbauteilen besteht darin, dass Aluminium im Vergleich zu Stahl ein sehr leichtes Material mit einer sehr hohen Festigkeit ist.
Ein weiterer Vorteil ist, dass das Aluminium sehr langlebig, korrosions- und witterungsbeständig ist.
Schweißen von Aluminium ist mit mehreren Verfahren möglich. Zu den gängigsten gehört MIG-, WIG- und CMT.
Diese Fragen werden in Bezug auf Aluminiumschweißen beantwortet:
▶ Einführung /Aluminiumlegierungen
▶ Welche Besonderheiten von Aluminiumschweißen gibt es?
▶ Gefahren bei Schweißen von Aluminium.
▶ Welche Schweißverfahren für Aluminiumschweißen?
▶ Welches Schutzgas für Aluminiumschweißen?
▶ Eignung von Zusatzwerkstoffen zu verschiedenen Grundwerkstoffen.
▶ Vorbearbeitung des Werkstücks.
▶ Nachbearbeitung von Aluminiumwerkstück.
Reden wir erstmal über Aluminium selbst:
Aluminium ist ein silbrig-weißes Leichtmetall.
Es ist nach Sauerstoff und Silizium das dritthäufigste Element in der Erde und das am häufigsten vorkommende Metall in der Erdkruste.
In der Werkstofftechnik bezeichnet „Aluminium“ alle Materialien auf Basis des Aluminiumelements. Dazu zählt Reinaluminium (> 99,0 % Al) , Reinstaluminium (>= 99,7 % Al) und insbesondere die Aluminiumlegierungen, die teilweise vergleichbare Festigkeiten wie Stahl besitzen, aber nur einen Drittel seiner Dichte.
Reines Aluminium besitzt nur eine geringe Festigkeit. Wir besprechen hier also nur die industriell verwendbare Legierungen.
Unter Legierung verstehen wir die Mischung eines Metalls mit einem oder mehreren Legierungselementen, die sowohl metallisch oder auch nichtmetallisch sein können.
Die Legierungen werden gemäß der europäischen Normung nach dem Legierungselement mit dem höchsten Anteil benannt. Z.B. (Aluminium)-Magnesium-Legierung. In den EN-Kurzzeichen folgen auf das Prefix EN AW (EN = Europäische Norm, AW = Aluminium-Wrought Alloy (in diesem Fall geht es um eine Knetlegierung)) das Kürzel "Al" für Aluminium sowie die chemischen Kürzel der Legierungselemente nach fallendem Prozentanteil, zum Beispiel Al Mg4,5Mn0,7 (4,5 % Magnesium und 0,7 % Mangan).
▶ Ziel der Legierung ist es, die Eigenschaften des Grundmetalls, insbesondere Festigkeit und Korrosionsbeständigkeit, zu verbessern. Die Zugabe von beispielsweise Magnesium erhöht die Materialfestigkeit erheblich.
Also, welche Aluminiumlegierungen gibt es?
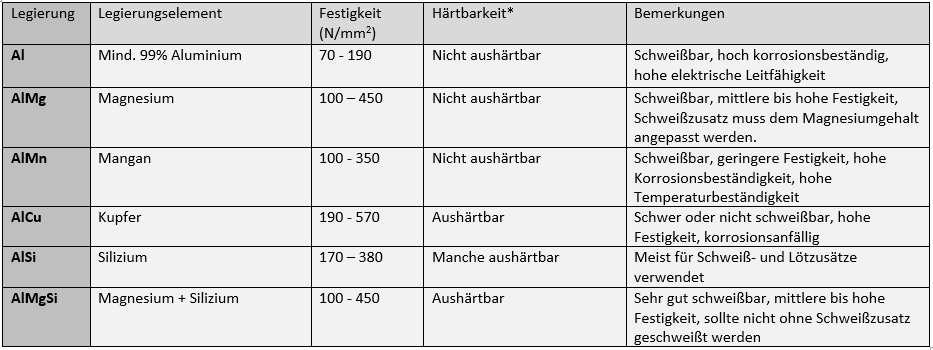
- * In nichtaushärtbaren beziehungsweise naturharten Legierungen sind die Elemente (bei geringer Konzentration) vollständig gelöst. Diese Werkstoffe lassen sich gut umformen.
- * In aushärtbaren Legierungen liegen die zulegierten Elemente bei Raumtemperatur in Form von Ausscheidungen vor. Deren Verteilung bestimmt die Festigkeit. Durch eine Wärmebehandlung bei 450 bis 550 °C gehen die Elemente vollständig in Lösung. Der Zustand wird anschließend durch Abschrecken „eingefroren“. Kontrollierte Ausscheidung bei Raumtemperatur oder leicht erhöhter Temperatur (ca. 140 bis 190 °C) erhöht die Festigkeit weit über das durch Umformen erzielbare Maß.
Typische Aluminiumlegierungen die in der Industrie verwendet werden:
Aludur - AlMg4,5Mn0,7 (0,3 - 1 % Silicium, 0,3 - 0,8 % Mangan und 0,5 - 1,2 % Magnesium)
Aluman - AlMn1Cu (1,1 % Mangan)
Duraluminium - AlCu4Mg1 (2,5 - 5,5% Kupfer, 0,2 - 5 % Magnesium, 0,5 - 1,2 % Mangan und 0,2 - 1,0 % Silicium)
Hydronalium - AlMg5Si (3 - 12 % Magnesium, 0,2 - 0,8 % Mangan und 0,2 - 1,0 % Silicium)
Silumin® - eine Reihe untereutekischer bis eutektischer Aluminium-Silicium-Gusslegierungen (bis 14 % Silicium)

Welche Besonderheiten von Aluminiumschweißen gibt es?
Das Schweißen von Aluminium ist mit mehreren Verfahren möglich. Zu den gängigsten gehört MIG-, WIG- und CMT. Wir empfehlen für die meisten Anwendungen das WIG AC/DC oder MIG-Schweißverfahren.
Das Schweißen von Aluminium wegen verschiedenen Besonderheiten relativ schwierig.
▶ Einer von den Gründen dafür ist, dass das Material von einer Oxidschicht umhüllt ist. Diese schmilzt erst bei etwa 2.015 Grad Celsius - Aluminium selbst (je nach Legierung) jedoch schon bei rund 660 Grad.
Würden wir die Oxidschicht auf konventionelle Weise aufschmelzen, würde das Aluminium entweichen und das Schweißen wäre daher nicht möglich. Aus diesem Grund muss das Oxid vor dem Schweißen zerstört oder verdrängt werden.
▶ Der zweite Nachteil kommt aus der Tatsache, dass Aluminium ein weiches Material ist. Dadurch kann es zu einem hohen Wärmeverzug kommen, und das Werkstück kann sich schnell verformen.
Gefahren bei Schweißen von Aluminium.
Aluminiumoxid
Beim Schweißen von Aluminiumwerkstoffen entsteht aus dem Zusatz- und Grundwerkstoff Aluminiumoxid. Das sind Alu-Sauerstoffverbindungen die im Schweißrauch vorkommen - kugelförmige Partikel in Größe von 10 bis 400 Nanometern.
Diese Partikel setzen sich in den Atemwegen und der Lunge ab, und führen zu Atemwegserkrankungen wie Bronchitis, oder können sogar zu einer irreversiblen Aluminose, auch Aluminiumstaublunge genannt, führen.
Ozon
Durch ultraviolette Strahlung aus dem Sauerstoff der Luft entsteht ein weiterer Gefahrstoff: Ozon. An den Aluminium-Oberflächen werden die UV-Strahlen reflektiert und können auch in etwas Entfernung von der Schweißstelle noch zur Ozonbildung führen. So entsteht nicht nur der partikelförmige Schweißrauch, sondern auch ein hochgefährliches Gas.
Metall-Inertgasschweißen (MIG) und Wolfram-Inertgasschweißen (WIG) ist grungsätzlich die erste Wahl bei der Verarbeitung von Aluminiumwerkstoffen. Vor allem weil der Werkstoff bei der Aluminiumschmelze zu Reaktionen mit der Atmosphäre neigt. Daher brauchen wir Argon- oder Helium als Schutzgas. Weiterer Vorteil ist die geringere Rauchentwicklung im Vergleich zu anderen Verfahren. Beim Ozon ist die Wirkung aber leider genau umgekehrt. Ozon entsteht nämlich vor allem dort, wo wenig Schweißrauch auftritt. Aufgrund der geringen Rauchentwicklung können sich die UV-Strahlen gut ausbreiten. Außerdem ist Ozon instabil und Rauch oder Staub würden die Zersetzung zu Sauerstoff fördern, was aber bei geringer Rauchentwicklung nicht der Fall ist.
Daher sollen unbedingt lüftungstechnische Maßnahmen, vor allem die Absaugung des Schweißrauchs und der Gase am Schweißplatz vorhanden sein!

Welche Verfahren eignen sich für Aluminiumschweißen?
Aluminium wird überwiegend entweder mit WIG oder MIG/MAG Verfahren verschschweißt. Hier besprechen wir die Besonderheiten dieser Verfahren im Bezug auf Schweißen von Aluminium.
Aluminiumschweißen mit WIG-Verfahren
▶ Beim WIG-Schweißen von Aluminium soll auf jeden Fall Wechselstrom und ein geeigneter Schweißzusatzstoff verwendet werden. Das WIG-Schweißverfahren mit Wechselstrom kommt meistens bei dünneren Blechen und Stumpfverbindungen zum Einsatz.
▶ Beim Schweißen von Aluminium mit dem WIG-Verfahren ist die richtige Wahl der Wolframelektrode entscheidend. Meistens wird die undotierte, grüne Elektrode aus reinem Wolfram speziell für das Schweißen von Aluminiumlegierungen verwendet. Die gewährleistet eine gute Lichtbogenstabilität. Allerdings muss an der Elektrode vor dem Schweißprozess durch Anschweißen so genannte Kalotte gebildet werden. Ansonsten könnten Wolframbestandteile von der Elektrode emittieren, was das Grundmaterial verunreinigen könnte (sichtbar als kleine weiße Punkte). Alternative zur reinen Wolframelektrode ist die lilafarbene E3® aus seltenen Erden bzw. Mischoxiden. Sie besteht aus Wolfram als Trägermaterial und außerdem noch Lanthan und Ytrium als Dotierungselement.
▶ Moderne AC-Inverterstromquellen erlauben den Einsatz von spitzen Elektroden. Das bringt einige Vorteile mit sich, wie z.B. ein schmaleres Schweißbad, besseren Einbrand, höhere Schweißgeschwindigkeit und geringere Wärmeeinbringung und daher auch weniger Verformung. Hier werden graue oder goldene Elektroden benutzt.
▶ Gleichzeitig bieten moderne WIG-AC-Stromquellen eine Modifizierung der Sinuswelle (+ und -) in eine Kombination von Sinus- und Rechteckwelle das noch zusätzlich die Schweißcharakteristik optimiert, gutes Oxid-Aufbrechen und guten Enbrand gewährleistet und gleichzeitig den Geräuschpegel auf das Minimum reduziert. Der weitere Vorteil ist dass die Wolframelektrode durch die Balance- / Zykluslänge-Regulierung so kalt wie möglich bleibt. Der + Zyklus wird dabei so kurz wie möglich gehalten, somit ist auch die Energie unsymmetrisch zwischen der Elektrode und dem Werkstück verteilt, und kann damit auch bei hohen Strömen spitz gehalten werden.
Weitere Besonderheiten:
Gasdüse: Für Aluminium WIG Schweißen wird der Einsatz von Gaslinsen empfohlen, da diese eine bessere Abdeckung gewährleisten, eine höhere Sichtbarkeit von Schweißbereich ermöglichen und gleichzeitig eine längere Lebenszeit der Brennerkomponenten unterstützen. Gaslinsen- / Düsen-Nummer kommt von Außendurchmesser in Form Vielfache von 1/16 Zoll (entspricht 1,5875mm). Nummer 4 ist dann 4*1,5875 = 6,35mm.
Die wichtigsten Regeln sind:
- Innendurchmesser sollte mindestens so groß wie das Schweißbad sein
- Innendurchmesser sollte mindestens das Vierfache des Elektrodendurchmessers betragen.
- Elektroden "Stick-out" sollte nicht mehr als 5mm sein.
- Die Länge, Form und Material ist dann an die Anwendung anzupassen. (engere Räume usw.)
Brennerwinkel: Beim Schweißen ohne Füllmaterial sollte der Brennerwinkel 75° bis 80° zum Werkstück betragen. Wenn Zusatzmaterial benötigt wird ist der Winkel zwischen 60° und 80° zu halten. Der Draht mit Füllmaterial wird gegen die Schweißrichtung in einem Winkel von 10° bis 20° zum Werkstuck gehalten.
Füllmaterial: Das Füllmaterial wird in Abhängigkeit vom Grundwerkstoff und den gewünschten Eigenschaften des Anschlusses ausgewählt. Der Vorschub des Schweißdrahts kann stetig oder mit einer tropfenweiser Technik erfolgen. Welches Zusatzwerkstoff für welches Grundmaterial geeignet ist erfahren Sie in dem nächten Abschnitt.
Aluminiumschweißen mit MIG / MAG Verfahren
▶ Dickere Bleche werden vorzugsweise mit dem MIG-Schweißverfahren verarbeitet, weil man mit diesen Brennern eine größere Abschmelzleistung durch den Draht bewirken kann. MIG-Brenner eignen sich besonders für Kehlnähte, da das korrekte Einbringen des Zusatzwerkstoffes gewährleistet ist. Das Bestücken des Brenners mit den richtigen Verschleißteilen für das Aluminiumschweißen darf hier aber nicht vernachlässigt werden. Ein häufiger Fehler ist z.B. dass ein Liner eingesetzt wird, der aus Stahl besteht. Der Draht reibt dann beim Transport an der Beschichtung und shiebt ungewollt Stahlpartikel in das Schweißbad rein. Für das Schweißen mit Aluminiumdraht empfehlen wir daher einee spezielle Teflon- oder Kohleteflonseele, die dank ihres Graphitanteils bessere Gleiteigenschaften hat.
▶ Eine Drahtelektrode aus reinem Aluminium hat eine Zugfestigkeit von nur etwas über 100 N/mm2. Aluminiumlegierungen können bestenfalls eine Zugfestigkeit von 300 N/mm2 erreichen. Dagegen erreichen Drahtelektroden aus Si/Mn-Legierung für Stahl mit einem Durchmesser von 1,2 mm Zugfestigkeiten von mehr als 900 N/mm2. Entsprechend gering ist auch die Knickfestigkeit von Aluminiumdrähten. Aus diesem Grund dürfen nur kurze Schlauchpakete verwendet werden und das innere Drahtführungsrohr sollte für bessere Gleiteigenschaften aus Kunststoff sein. Push-Pull-Systeme eignen sich sehr gut für das maschinelle Schweißen, bei denen der Schweißbrenner einen Antrieb hat, der den Draht zieht, und ein Vorschubmotor im Schweißgerät, der den Draht nach vorne befördert.
▶ Weil das Metall Aluminium sehr weich ist, müssen nicht nur spezielle Verschleißteile für Aluminiumschweißen eingesetzt werden, sondern auch spezielle Transportrollen für den Drahtvorschub sodass Oberfläche des Drahtes nicht beschädigt wird. Diese müssen statt der trapezförmige eine U-förmige Nut haben, um Verformungen zu vermeiden. Gleichzeitig ist es ratsam, größere Anpressdrücke zwischen den Rollen zu vermeiden.
▶ Die verwendete Stromdüse muss einen größeren Durchmesser haben als beim Schweißen anderer Werkstoffe, da sich Aluminium stärker ausdehnt als z.B. Stahl. Bei Verwendung von kleineren Durchmesser könnte es zu Schwierigkeiten bei der Drahtzufuhr oder zum Rückbrand kommen.
Vorteile von modernen MIG/MAG Invertern für das Schweißen von Aluminium:
- Moderne digitale MIG / MAG-Systeme, auf Inverterbasis, bieten nicht nur sehr gute Eigenschaften, sondern auch viel Komfort für den Schweißprozess.
- Der Anwender kann sich auf das Know-How des Herstellers verlassen, dass nicht nur Kennwerte passend für die unterschiedlichen Schweißverfahren im System hinterlegt sind (JOBs), er kann auch eigene Programm-Abläufe erstellen, archivieren und später bei Bedarf wieder aufrufen. Somit kann immer die exakt gleiche Einstellung für verschiedene Prozesse in der Herstellung von Aluminiumwerkstücken schnell und unkompliziert gewählt werden.
- Das ist besonders beim Schweißen von Aluminium wichtig, denn aufgrund bestimmter physikalischer Eigenschaften, stellt Aluminiumschweißen sehr hohe Anforderungen an die exakte Abstimmung von Schweißsystemen.
Aluminiumschweißen mit CMT
▶ CMT-Schweißen stammt von englischem „cold metal transfer“ und wurde im 2005 von dem österreichischen Schweißtechnik-Unternehmen Fronius entwickelt und zählt zu den Lichtbogenschweißverfahren.
▶ Es ist eine Weiterentwicklung des MIG/MAG Schweißverfahrens mit sog. „Tropfenablösung“. Während des Prozesses bewegt sich der stromführende Schweißdraht zum Grundmaterial, bis sich ein Kurzschluss bildet. Sobald der Kurzschluss erfolgt, wird er wieder zurückgezogen. Das geschieht in Hochfrequenz und prozessorgesteuert und kann, entsprechend den vorliegenden Bedingungen, angepasst werden. Der Lichtbogen selbst bringt dadurch in der Brennphase nur sehr kurz Wärme ein.
▶ Das Schweißverfahren kann auch zum spritzerfreien Schweißen von beschichteten Blechen und Dünnblechverbindungen eingesetzt werden.
Weitere Vorteile:
- CMT-Schweißen wird unter anderem zur Herstellung von Mischverbindungen aus Stahl und Aluminium verwendet.
- Auch Dünnblech-Schweißungen (ab 0,3 Millimeter) von Aluminiumblechen sind möglich.
- Ebenso überzeugend verläuft das Schweißen von Edelstählen und Magnesium.
Welches Schutzgas für Aluminiumschweißen?
▶ Als Schutzgase für das Schweißen von Aluminium werden Edelgase – Argon oder Argon-Gemische verwendet. Bis ca. 12,5 mm Blechdicke wird reines Argon verwendet. Es wird meistens Argon 4.6 oder 4.8 eingesetzt. Bei dickerem Material wird dem Argon Helium zugesetzt, um eine höhere Temperaturankopplung im Schweißprozess zu erreichen. Eine bessere Wärmeleitfähigkeit und damit eine höhere Schweißgeschwindigkeit bieten z.B. Schutzgase mit Heliumzusätzen wie Arcal 33, Arcal 35 und Arcal 37. Es wird jedoch auch pures Helium benutzt.
▶ Eine hohe Reinheit des Schutzgases ist beim Transport des Schutzgases zum Brenner immer sicherzustellen. Die richtige Wahl der Schlauchpakete und festsitzende Verschraubungen sind ganz wichtig, denn jegliche Undichtheiten können sich in Form von Poren in den Schweißnähten widerspiegeln.
▶ Die Schutzgasströmung sollte möglichst gleichmäßig sein. Eine ungleichmäßige Schutzgasströmung führt zu ungewollten Eigenschaften des Lichtbogens, zu Gaseinschlüssen und Qualitätsstörungen in der Schweißnaht.
▶ Die Gasmenge muss für die Leistung des Lichtbogens geeignet sein und muss mindestens 12 x Durchmesser der Elektrode betragen. (Beispiel: Elektrodendurchmesser 0,8mm -> 12 x 0,8 = 9,6 -> erforderliche Gasmenge ist 9,6 l/min). Die Gasmenge lässt sich am leichtesten mit einem Flowmeter regulieren.

Welcher Zusatzwerkstoff für Aluminiumschweißen?
▶ Die Wahl des Zusatzwerkstoffes ist abhängig von der Materialzusammensetzung des Grundwerkstoffs und den geforderten Eigenschaften der Verbindung.
▶ Schweißzusätze zum Schmelzschweißen von Aluminiumwerkstoffen sind nach DIN bzw. DIN EN 573 genormt. Die Anforderungen an Schweißzusatzwerkstoffe hinsichtlich der Schweißrissbeständigkeit sind deutlich höher als beim Grundwerkstoff. -> eine Legierung, die auch unter weniger günstigen Bedingungen als Grundwerkstoff ohne Rissbildung geschweißt werden kann, nicht unbedingt auch als Schweißzusatz geeignet ist.
▶ Zuerst muss festgestellt werden welche Werkstoffe miteinander verschweißt werden sollen. Die emfohlenen Zusatzwerkstoffe können Sie dann aus folgenden Tabellen entnehmen.
Schutzgasschweißen von Gusswerkstoffen:
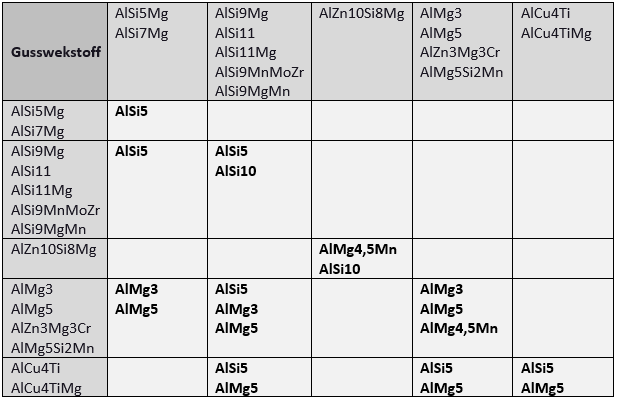
Verschweißen von Gusswerkstoffen mit Knetlegierungen:
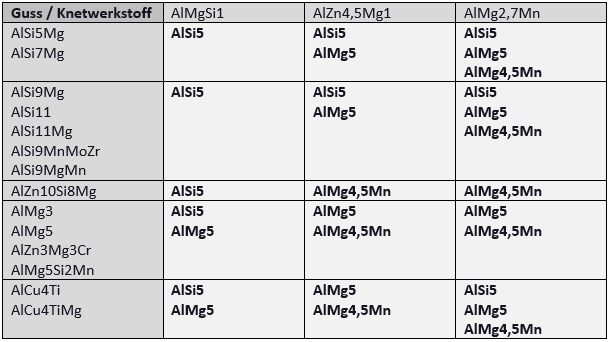
Zusammenschweißen von Knetlegierungen:
AlMgSi- und AlZnMg-Legierungen, die häufig z.B. für Fahrradrahmen verwendet werden weisen eine hohe Schweißrissanfälligkeit auf. Daher werden die meistens mit nicht aushärtbaren (nicht mit artgleichen) Zusätzen verschweißt.
▶ Dank sehr geringe Schweißrissanfälligkeit wird häufig SG-AlMg4,5MnZr benutzt, oder SG-AlMg4,5Mn bzw. SG-AlMg5 wegen ihre höhere Festigkeit.
Vorbereitung des Aluminiumwerkstücks fürs Schweißen
Beim Aluminiumschweißen sollte ein besonderer Wert auf Vorbearbeitung gelegt werden.
▶ Bei der Vorbereitung müssen Sie zuerst das Werkstück von jegliche Art von Verschmutzung wie Schmiere oder Öle gründlich reinigen. Um dies zu tun, können Sie das Material mit einer Heißluftpistole erhitzen, um beispielsweise Farbe und Schmutz zu entfernen .Zur Reinigung können Sie auch eine Edelstahldrahtbürste bzw. V2A Kehlnahtbürste verwenden.
▶ Zur Vorreinigung kann das Material jedoch auch mit Edelstahlkugeln gestrahlt werden, womit das Material gleichzeitig gut verdichtet wird.
Im letzten Schritt der Vorbereitung die zu verschweißende Fläche noch einmal einen einfachen Tuch (im besten Fall einen Mikrofasertuch) in Aceton tränken und reinigen. Vermeide hier die Benutzung von Verdünnung, die kann sich in den Poren ansammeln und dann beim Schweißen brennen. Aceton dagegen entweicht sehr schnell und es besteht kein erhöhtes Brandrisiko.
Denken Sie immer daran: Für das Schweißen von Aluminium ist eine saubere Oberfläche des Werkstücks Grundvoraussetzung für ein gutes Schweißergebnis!
▶ Sobald alle Fette und Rückstände entfernt wurden, können Sie mit der Entfernung der Aluminiumoxidschicht beginnen.
Das funktioniert gut mit Hilfe einer Edelstahlbürste oder einem Schleifvlies, quasi mechanisch.
Eine Bürste hinterlässt allerdings Kratzer in weichem Aluminium, die oft unerwünscht sind und auch nicht gut aussehen. Wir empfehlen stattdessen lieber ein Schleifvlies zu verwenden, mit dem die dünne Schicht vergleichsweise schonend abgeschliffen werden kann.
▶ Da das Aluminium je nach Umgebungsbedingungen nach einigen Minuten wieder oxidiert, sollte dies erst kurz vor dem Schweißen getan werden. Ggf. muss der gesamte Vorbereitungsvorgang mehrmals wiederholt werden.
▶ Falls schwarze Rußrückstände auf dem Metall nach dem Schweißen vorkommen, weisen diese auf eine Kontamination durch Gas, Grundmaterial oder Schweißdraht hin. Sauberkeit ist daher beim Schweißen von Aluminium besonders wichtig!
▶ Andererseits kann die Oxidschicht auch im Schweißprozess selbst durch Schweißen mit Wechselstrom gebrochen werden, indem ein Wechsel zwischen + und - Halbwelle stattfindet. Mit der positiven Halbwelle wird die Oxidschicht aufgebrochen und mit der negativen wird der Einbrand erzielt. Außerdem kühlt bei der Phase die Elektrode wieder ab. Dies ergibt die ideale Kombination von den beiden Halbwellen für Aluminium AC-Schweißen.
▶ Beim WIG-Schweißen mit Wechselstrom gibt es noch eine Sache zu beachten: Man bildet mit sog. Anschweißen vorne eine Kugel an, die man als Kalotte bezeichnet. Manche moderne Inverter haben eine Funktion bereits eingebaut womit die Spitze automatisch angeschmolzen und Kalotte gebildet wird. Dann entfällt das Anschweißen. Mit eine Kalotte kann die Schicht aus geschmolzenem Oxid wie Klumpen nach vorne geschoben werden, damit sie nicht in der Schweißnaht eindringt.

Nachbearbeitung von Aluminiumwerkstück
▶ Wir haben schon Am Anfang über aushärtbaren und nicht aushärtbaren Aluminiumlegierungen gesprochen. Einige Aluminiumlegierungen müssen nach dem Schweißen einer Härtung unterzogen werden, deren Grad beeinflusst werden kann. Deswegen sollte man sich schon bei der Wahl der Legierung darüber Gedanken machen.
▶ Zu den aushärtbaren Legierungen gehören z. B. AlZnMgCu, AlZnMg, AlMgSi und AlCuMg , während AlMn, AlMgMn, AlMg,AlSi und AlSiCu unter die nicht aushärtbaren Aluminiumlegierungen gehören.
▶ Abhängig von der Zusammensetzung der Aluminiumlegierung, der angewandten Temperatur und der Temperatur während des Aushärteprozesses verändern sich die netzartige Struktur der Legierung und daher auch die mechanischen Eigenschaften.
▶ Um ein frühzeitiges Ausscheiden der gelösten Legierungselemente zu verhindern und deren Verteilung zu kontrollieren, muss nach dem Schweißen von aushärtbaren Legierungen auf die richtige Temperatur geachtet werden.
▶ Wie die Aushärtungstemperatur die Festigkeit beeinflusst? Die erzielbare Festigkeit nimmt mit steigender Temperatur ab. Dass bedeutet, dass die höchste Festigkeit bei der Kalthärtung - die normalerweise bei Raumtemperatur herrscht - erreicht wird. Jegliche Diffusion wird durch plötzliches Abkühlen unterdrückt.
▶ Nach dem Aushärteprozess geht es darum dem Werkstück den letzten Schliff zu geben und somit einen anschaubaren Look zu erzeugen.
Aluminium ist ein sehr weiches Material und kann leicht weggeschliffen werden. Achten Sie also darauf, die Schweißnaht nicht vollständig abzuschleifen, um die erforderliche Festigkeit zu gewährleisten. Zum Schleifen können Sie eine Feile, einen Winkelschleifer mit Schleifscheibe oder auch Sandpapier für den Feinschliff verwenden.
▶ Und noch ein Tip von uns: Geben Sie beim Schweißen ruhig etwas mehr Zusatzstoff dazu, somit müssen Sie dann beim Schleifen keine Angst haben die Festigkeit zu gefährden.
Fazit:
Ja, das Schweißen von Aluminium ist etwas komplizierter als das Schweißen von Stahl. Da aber Aluminium nach Stahl der zweitwichtigste metallische Werkstoff ist, sollten Sie als Schweißprofi das Schweißen von Aluminium auf jeden Fall beherrschen.
Aluminium ist im Vergleich zu Stahl ein sehr leichtes Material mit einer sehr hohen Festigkeit. Deshalb wird es gern im Leichtbau verwendet, also dort, wo es auf geringe Masse ankommt. Zum Beispiel bei Transportmitteln wo Leichtbau zum geringeren Treibstoffverbrauch beiträgt, vor allem in der Luft- und Raumfahrt. Auch im Kraftfahrzeugbau gewinnt es aus diesem Grund immer mehr an Bedeutung. Ein weiterer Vorteil ist, dass das Aluminium sehr langlebig, korrosions- und witterungsbeständig ist.
Wir hoffen, dass wir mit diesen ausführlichen Informationen auch Ihnen dabei geholfen haben das Schweißen von Aluminium zu meistern.